

|

|

|

|

|

|
| Namáčavosť | Adhézia |
V dnešnom priemysle je pomerne často treba spájať kovové a plastové výrobky a súčiastky, príp. tieto materiály potlačiť. Toho dosiahneme iba ak farba alebo lepidlo dokonale priľahne k danému povrchu.
Priľnavosť či zmáčavosť povrchu je závislá na jednej hodnote - na povrchovom napätí alebo inak povedané na povrchovej energii.
Bohužiaľ povrchové adhézne vlastnosti niektorých kovov a plastov nie sú ideálne a preto je nutné ich upravovať.
Za týmto účelom vyvíja a vyrába firma Tantec špeciálne stroje na povrchovú predúpravu pomocou corony alebo plazmy, ktoré zlepšujú vlastnosti materiálu zvyšovaním ich povrchového napätia.
Čo je EST?
Coronová predúprava povrchov
Plazmová predúprava povrchov
Predúprava plastov
Predúprava kovov

|

|
| 1a - zlá povrchová namáčavosť | 1b - dobrá povrchová namáčavosť |
Namáčavosť: Udáva mieru, v akej tekutina priľne k danému povrchu, závisí priamo na povrchovom napätí/energii.
Namáčavosť povrchu sa dá odmerať pomocou kontaktného uhlu.
Tento uhol meriame medzi dotyčnicou povrchu kvapaliny a povrchom samotným.
Pravý obrázok znázorňuje rozdiel medzi zlou namáčavosťou (1a) a dobrou povrchovou namáčavosťou (1b). V podstate môžeme povedať, že čím menší je kontaktný uhol, tým lepšie.
Povrchové napätie = Povrchová energia: Má priamy vplyv na to, ako dobre kvapalina namáča povrch; meriame v mN/m (mili Newton na meter)
V tabuľke nájdete hodnoty povrchového napätia rôznych polymérov a hodnoty povrchového napätia, ktoré sú potrebné na ideálne priľnutie zmienených farieb/lepidiel atď.
Je jasné, že hodnoty u polymérov sú veľmi nízke, avšak tieto materiály sú v dnešnej dobe už nevyhnuteľnosťou vďaka ich mechanickej a chemickej odolnosti.
Princíp zvyšovania povrchového napätia spočíva v tom, že voľné elektróny vznikajúce pri výboji narážajú na upravovaný materiál vysokou rýchlosťou a tým rozbíjajú molekulárne väzby na povrchu materiálu. Tým sa vytvárajú veľmi reaktívne voľné radikály, ktoré za prítomnosti kyslíka vytvárajú zlúčeniny, ktoré rapídne zvyšujú povrchové napätie (karbonyly, karboxyly, hydroperoxidy a hydroxyly).
Povrchová predúprava týmto spôsobom nemení vnútorné vlastnosti materiálu. Ovplyvňuje iba jeho povrch. Hore >
| Povrchová energia materiálu: | Požadovaná priliehavosť látok: | ||
|---|---|---|---|
| PTFE | <20 mN/M | UV atrament | 48 – 56 mN/m |
| Silikón | <20 mN/M | Na vodnej báze | 50 – 56 mN/m |
| PP | 30 mN/M | Laky | 46 – 56 mN/m |
| Štartovací čas: | 5-30 ms, záleží na zdroji | Štartovací čas: | N/A |
| PE | 32 mN/M | UV lepidlo | 44 – 50 mN/m |
| PS | 34 mN/m | Lepidlo na vodnej báze | 48 – 56 mN/m |
| PC | 34 mN/m | ||
| ABS | 34 mN/m | ||
| XLPE | 32 mN/m | ||
| PUR | 34 mN/m |
|
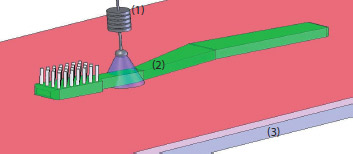
| 1 - elektróda
2 - ošetrovaný diel 3 - proti elektróda |
EST - z anglického „Electric Surface Treatment", po slovensky povrchová úprava pomocou elektrickej energie, je založená na ošetrení povrchov pomocou vysokonapäťového výboja vo vzduchu.
Vďaka tejto technológii je firma Tantec schopná ošetriť akékoľvek trojrozmerné predmety. Stačí iba, aby prešli medzi dvomi elektródami, ktoré vytvárajú výboj (viď obrázok).
Technológia EST je dobre využiteľná v rýchlych linkách, kde udržuje na elektródach rozdiel potenciálu až 80 kV za frekvencie 15 - 25 kHz.
Elektródy sa navrhujú pre jednotlivé zákazky individuálne.
Aké povrchy sa dajú úspešne ošetriť pomocou EST?
- Polyetylén (PE) * Plexisklo (PMMA)
- Polypropylén (PP) * Teflón (PTFE)
- Polystyrén (PS) * Polykarbonát (PC)
- EPDM-guma * Polyuretán (PUR)
- ABS atď.
Špecifické príklady využitia EST:
- Predúprava povrchov bio-medicínských testovacích zariadení, na zlepšenie namáčavosti povrchov, na plynulejší tok kvapalín.
- Predúprava injekčných striekačiek pred potlačou.
- Predúprava vnútorného povrchu plastových hlavičiek ihiel, pred zasadením samotnej nerezovej ihly.
- Predúprava izolacií elektrickej kabeláže, na lepšiu priliehavosť farieb pri potlači.
- Predúprava viečok a uzáverov chemických nádob pred potlačou alebo aplikáciou tesnenia.
- Predúprava plastových fliaš pred aplikáciou adhéznych etikiet.
- Predúprava automotive profilov z EPDM gumy, pred
flokovaním alebo lakovaním. Hore>
Coronová a plazmová predúprava povrchov
Predúprava povrchov pomocou Corony bola prvý krát použitá v roku 1951 v Dánsku.
Do priemyslu bola táto metóda uvedená hlavne vďaka možnosti upraviť plasty a kovy a zlepšiť ich adhézne vlastnosti. Presnejšie teda preto, že umožňovala efektívne zvýšiť povrchové napätie materiálu.
Princíp je taký, že materiál, u ktorého požadujeme zmenu vlastností, je vystavený elektrickému coronovému výboju. V priebehu tohto procesu dôjde k rozštiepeniu molekúl kyslíka a voľné atómy sa naviažu na predupravovaný povrch.
Toto má i svoje nevýhody - takto upravený povrch má oveľa väčšiu náchylnosť k znehodnoteniu v dôsledku vonkajších vplyvov, pokiaľ nie je ďalej ošetrený napr. náterom. Avšak pri správnom skladovaní je možné životnosť do značnej mieri predĺžiť. Hore>
Do roku 1950 sme rozlišovali iba tri skupenstvá - pevné, kvapalné a plynné, avšak prelom nastal pri objavení skupenstva štvrtého - plazmy.
Hmota plazmy existuje ako ióny a elektróny - v podstate je to plyn, nabitý pomocou voľne sa pohybujúcich elektrónov.
Plazma sa dá bližšie popísať ako čiastočne ionizovaný plyn - zmes neutrálnych atómov, atómových iónov, elektrónov, molekulárnych iónov a molekúl, pričom kladné a záporné náboje sú v plazme v rovnováhe. Tým pádom je navonok neutrálna - bez náboja.
Pri reakcii prúdu tohto „plynu" s povrchom, je iniciovaná plazmová predúprava.
Predúprava plazmou sa najčastejšie uskutočňuje v samostatnej komore, hlavne vákuovej, z ktorej je vyčerpaný vzduch a následne je do nej vpustený špeciálny plyn. Až potom je aplikovaná elektrická energia.
Plazma je ideálna na ošetrenie povrchov citlivých na teplo, najčastejšie sa využíva na čistenie, povrchovú aktiváciu a pred leptaním.
Predúprava plazmou predovšetkým odstráni z povrchov akékoľvek cudzie častice. Na tento proces sa využívajú rôzne plyny, najčastejšie však priemyslový kyslík. Potom hovoríme o tzv. kyslíkovej plazme. Avšak i atmosférický vzduch je úspešne používaný miesto kyslíka, potom hovoríme o tzv. atmosférické plazme. Hore>
Predúprava plastov a kovov
Predúprava plastov nie je v svete priemyslu žiadnou novinkou. Denne sa rôznymi spôsobmi predupravuje veľké množstvo rôznych plastov, hlavne kvôli zlým adhéznym vlastnostiam.
Tieto problémy sú spôsobené nízkou povrchovou energiou (=povrchovým napätím), čo je u plastov častým javom.
Ideálnym riešením je predúprava pomocou coronového výboja, o ktorej sa dozviete viacej tu. Hore>
Predúprava kovov môže byť dôležitá pre mnohé priemyslové odvetvia. Nejde o nový vynález, pretože zmienky o predúprave môžeme nájsť už od doby, kedy ľudstvo začalo používať zlato na dekoratívne účely asi 4000 let pred n. l. V dnešnej dobe je predúprava využívaná hlavne na:
- zvýšenie dekoratívnosti a zvýšenie lesku
- zlepšenie tvrdosti (zlepšenie odolnosti proti poškodeniu a opotrebovaniu)
- prevenciu korózie
Predúprava kovov zohráva významnú úlohu hlavne pri predlžovaní ich životnosti v automobilovom priemysle a v oblasti konštrukčných materiálov.
Kovy je treba v rámci predúpravy predovšetkým vyčistiť. Ako ideálne riešenie sa tu ponúka i využitie plazmovej predúpravy. Predúprava plazmou zabezpečuje zmenu povrchového napätia a chemickú aktiváciu povrchu. Hore>